



 – Scott Tominaga")
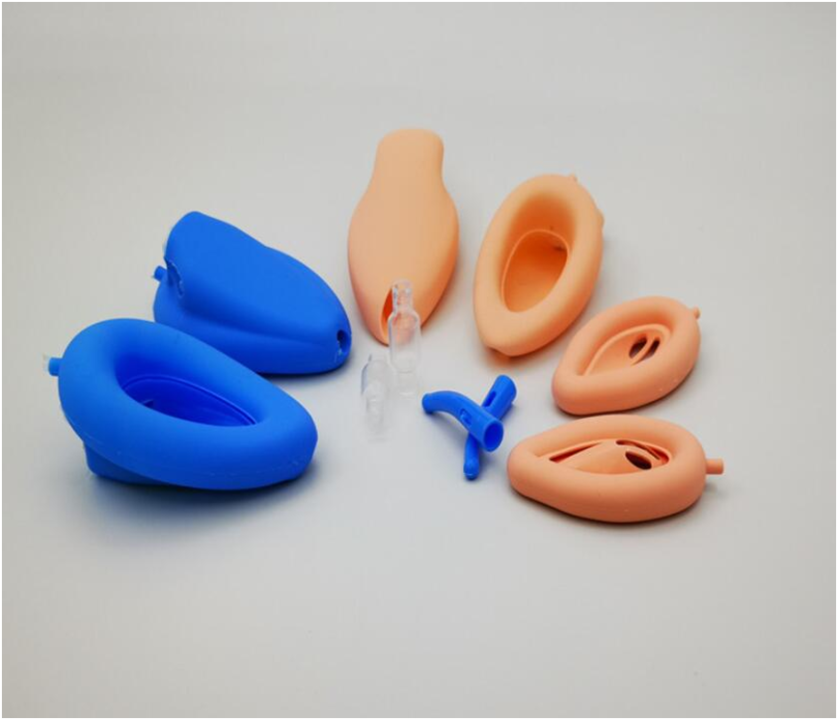
Medical silicone molding has never been a technology that is far away from us, and it is involved in a large number of silicone parts that we come into contact with in our daily life.
Silicone products have poor elasticity, and some frequently used silicone parts have certain requirements for tensile force and toughness, and the product mainly needs its tensile force and toughness to maintain, so some medical silicone molding manufacturing and machinery industries use silicone Once the material has insufficient strength, the rebound, and shock absorption will fail, and other properties of the product will be useless.
Therefore, the operation of personnel in the molding process, the modulation of the machine, and the coordination of raw materials are the keys to product toughness and poor silicone. For raw materials, ordinary parts will have some problems.
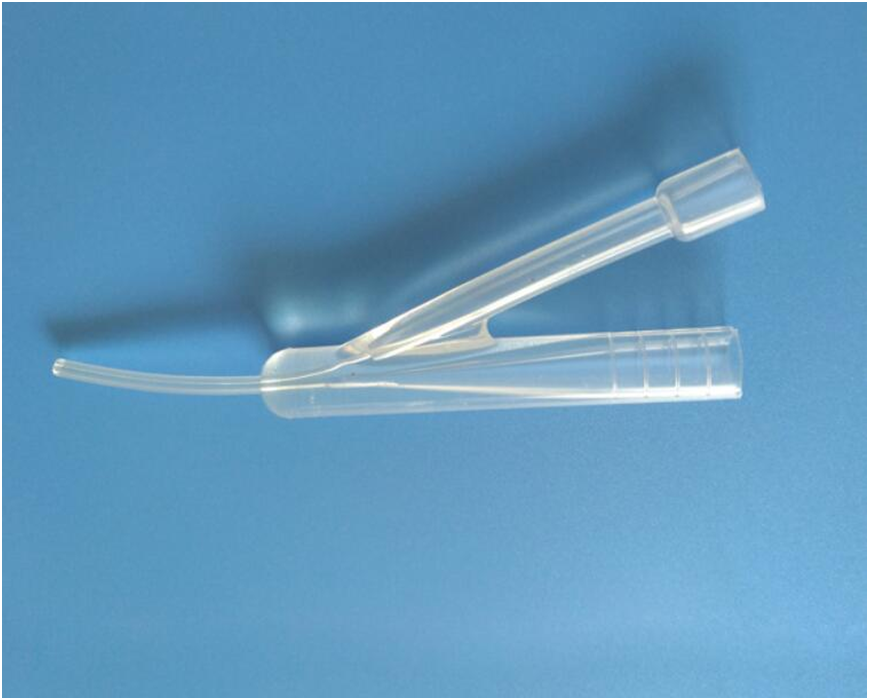
The case of medical silicone molding
For example, the service life is not up to standard, the toughness is poor, the rebound is insufficient, and too much silicone oil and silicone parts are added to the silicone raw material, which leads to confusion in the performance of the product and the destruction of the silicon atoms in the silicone resin.
The temperature drops, stickiness occurs, and softness and fluidity are not good, resulting in a decrease in the strength of the product after high-temperature medical silicone molding.
The silicone parts will not be reflected after the production is completed. Still, after a period of use, under the conflict of various environments, the product will gradually deform, the rebound rate will decrease, and the product will be sticky.
In the medical silicone molding process of silicone parts products, the debugging and coordination of the machine has a certain influence. Sometimes, in the vulcanization process, in order to increase the output and increase the production efficiency, the staff reduces the vulcanization time, and the products after the film will appear soft.
Under the premise of reducing the time when increasing the output, the temperature must be increased to achieve a certain balance rate, otherwise, the product will have various undesirable phenomena, and if the production time is too long, the silicone parts will be too brittle , stretched, and tear cracking phenomenon.
It is recommended to properly control the time and vulcanization temperature of the product during the production process.
The methods to improve the production efficiency of silicone parts include:
First, the medical silicone molding operator speeds up the operation and minimizes the time outside the film, so as to stabilize the temperature of the silicone product mold and improve the vulcanization speed of the silicone product.Some silicone parts will have bad air bubbles when the exhaust is large, and it will be solved by reducing it.
Second, it is produced by a vacuum vulcanizer. If there is no vacuum vulcanizer, it is best to use a steel tube sheath to assist the exhaust when exhausting.
Third, appropriately increase the amount of vulcanizing agent added to the silicone raw material, or select a rapid vulcanizing agent to speed up the vulcanization and molding of silicone products.
Fourth, the structure of the medical silicone molding product is determined. As long as the silicone product is not deformed, if it is a silicone button, pay attention to whether the load will be too high.
Fifth, change the discharge method of the silicone parts raw material and try to make the mold in the process of pressurization, the silica gel raw material can gradually fill the entire grinding gun from the side wall of the grinding cavity.
Sixth, change the number of exhausts and the formation of exhaust.
This requires more work experience for the debugger, because according to common sense, the larger the exhaust stroke and the more exhaust times, it will be more conducive to exhaust, but this is not the case, in reality, it needs to be determined according to to the structure of the medical silicone molding.




![Anso FG Reviews UPDATED 2024 [ansofg.com]](/wp-content/uploads/2023/12/Anso-FG-Reviews-UPDATED-2024-ansofg.com_-100x70.png "Anso FG Reviews: UPDATED 2024 [ansofg.com]")







